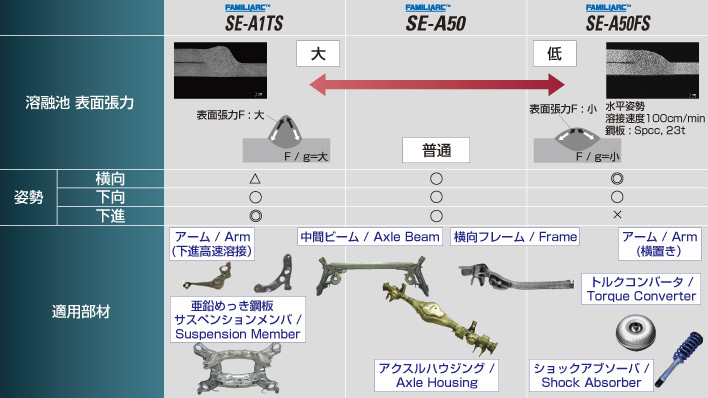
神戸製鋼所は自動車産業で使用される亜鉛めっき鋼板やステンレス鋼などあらゆる鋼種に対応し、自動車産業の課題を解決できる溶接材料・施工法を常に開発・提案し続けます。
※
![]() はFAMILIARC™を、
はFAMILIARC™を、![]() はTRUSTARC™を、
はTRUSTARC™を、![]() はPREMIARC™を表しています。
はPREMIARC™を表しています。
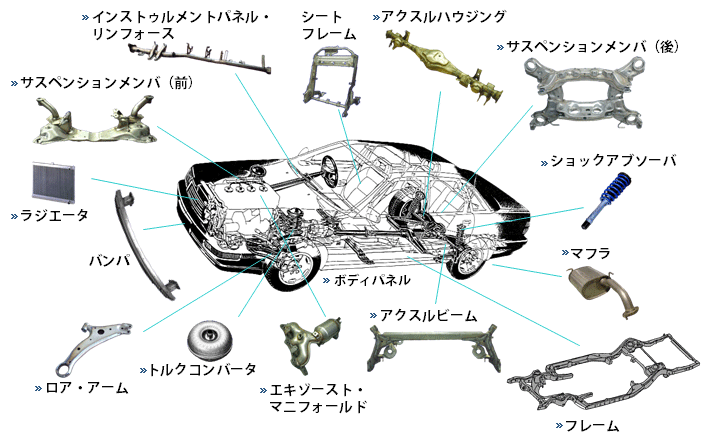
※各部をクリックすると詳細がご覧いただけます。
JIS Z 3212 G 49 A 2 M 0 シールドガス:Ar-CO2 パルスMAG溶接用
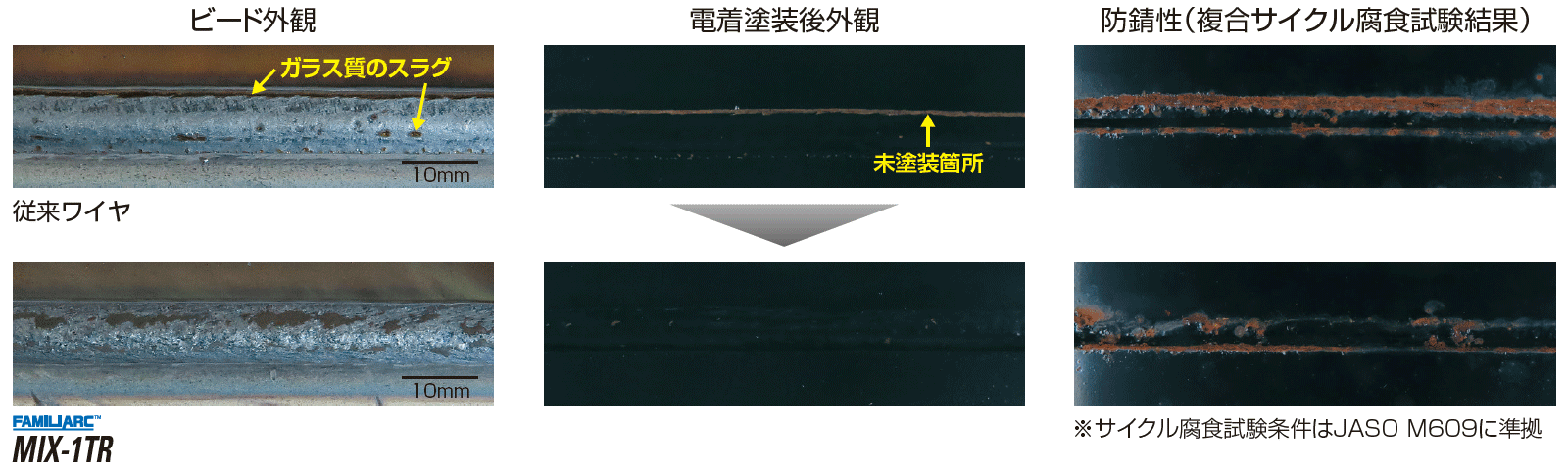
電着塗装を阻害するガラス質のスラグを低減し、防錆性を向上
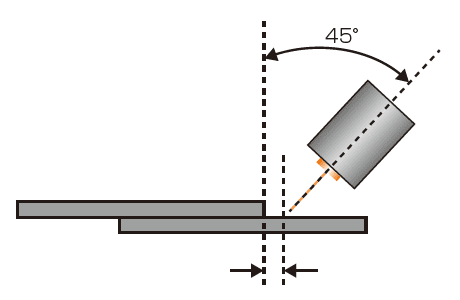
溶接条件、溶接姿勢および狙い位置
FAMILIARC™ MIX-1TR の紹介動画はこちら
電着塗装性向上、溶接スラグ低減ソリッドワイヤ FAMILIARC™ MIX-1TR
JIS Z 3312 YGW15 シールドガス:Ar-CO2 パルスマグ専用
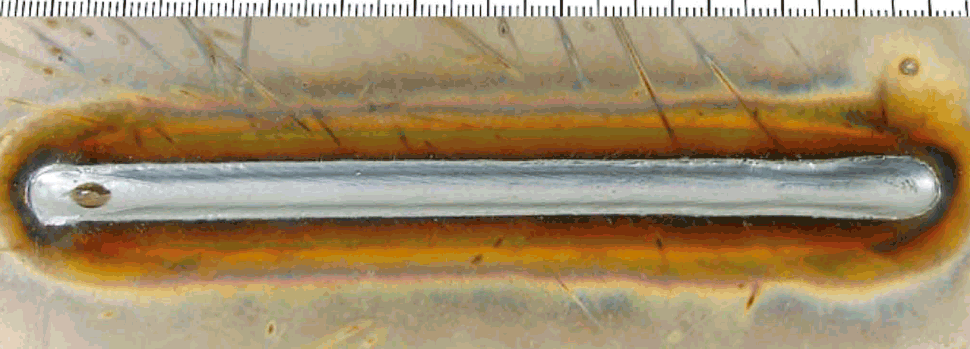
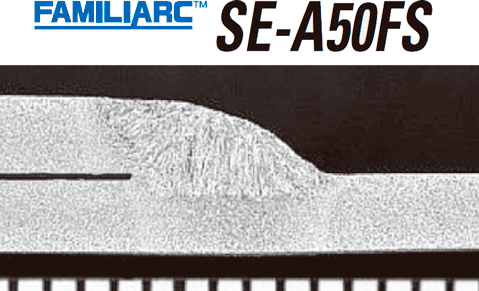
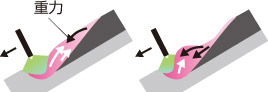
溶融池の対流を制御しスラグを溶接終端部に集めることで、溶接ビード上のスラグを低減
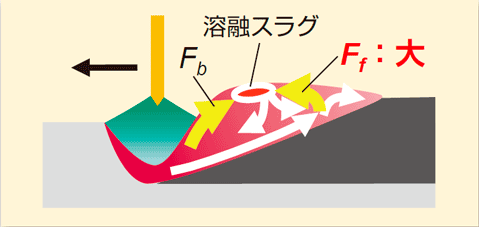
溶融池に作用する力のバランスを調整し、スラグを凝集
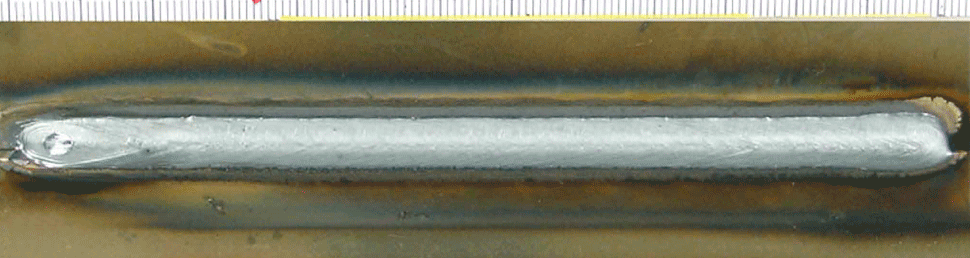
シールドガス:100%Ar パルスマグ専用 フラックスコアードワイヤ
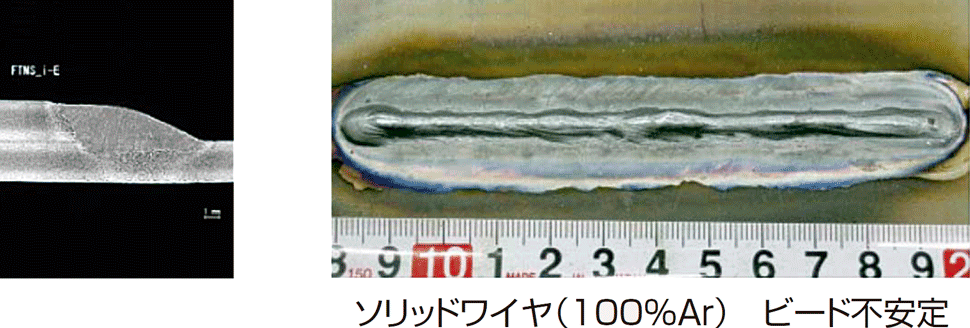
ソリッドワイヤでは不可能な純アルゴン溶接を、フラックス入りワイヤで実現
100%Arで酸化性ガスを減らして、スラグを極限まで低減する。
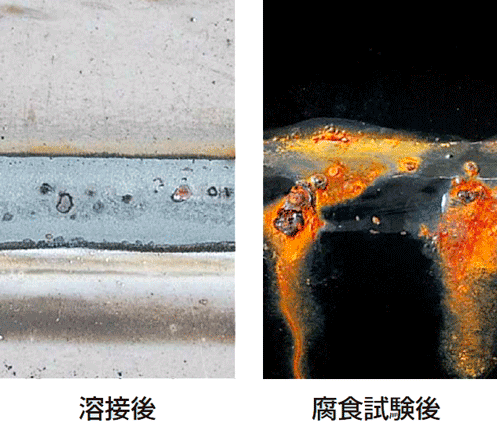
従来ソリッドワイヤ & Ar-20%CO2
FAMILIARC™ MM-1S & 100%Ar
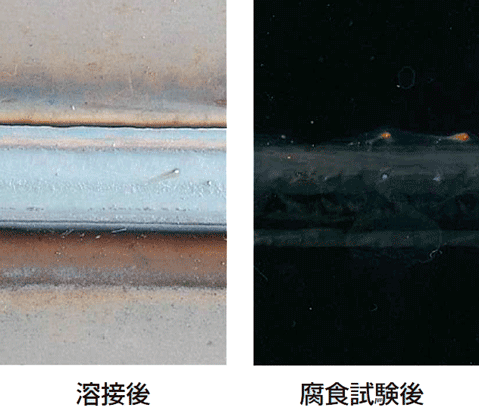
※化成処理:浸漬型リン酸塩処理、塗装厚:25μm、腐食試験:JASOM609-91、60サイクル
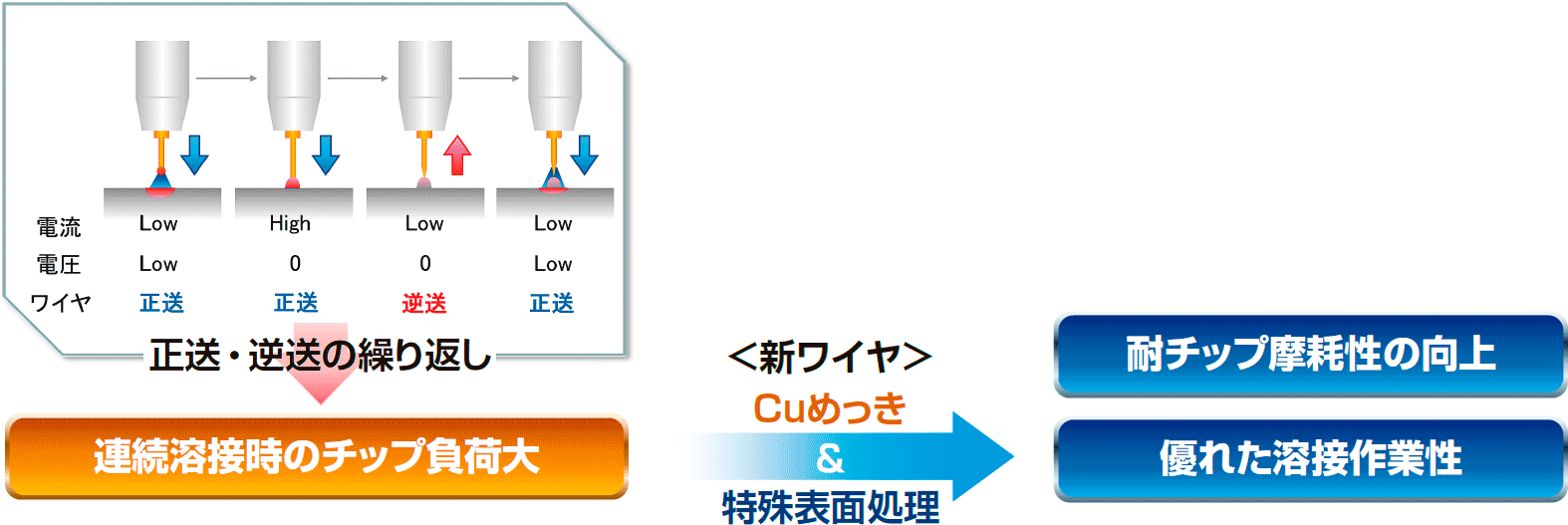
JIS Z 3312 YGW12 シールドガス:CO2 & Ar-CO2
チップ先端の摩耗量の比較例
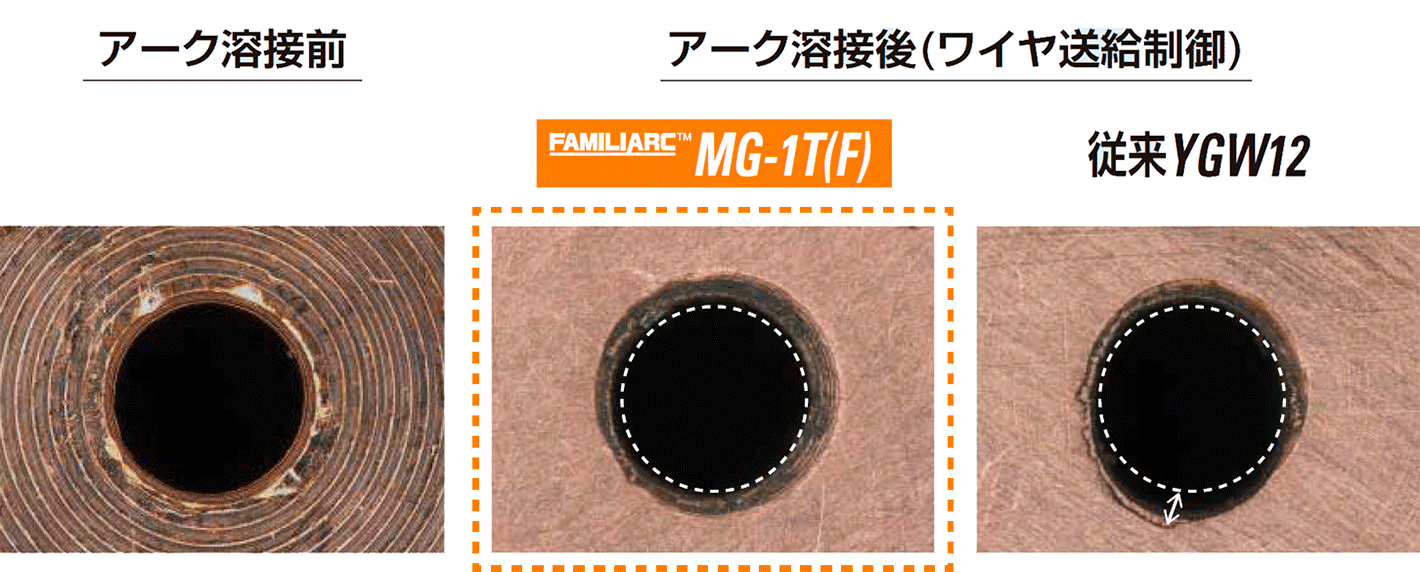
※ワイヤ径:1.2mmφ、溶接条件:200A-25V-30cpm、100%CO2、1hr連続溶接
溶接終端部にスラグを凝集させることで、溶接ビード上にある塗装に有害なスラグを低減。
FAMILIARC™ MG-1S(F) & Ar-10%CO2
従来YGW16 & Ar-20%CO2

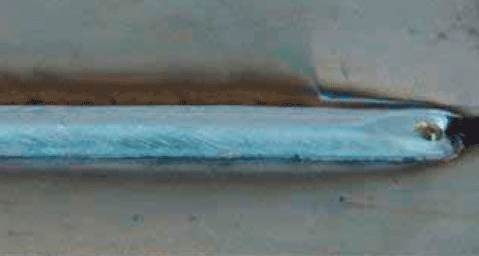
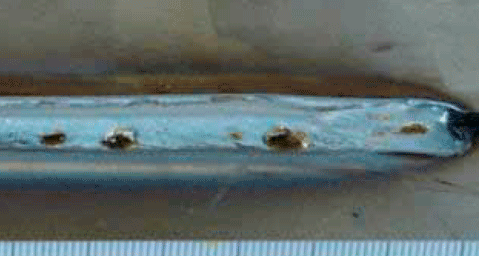
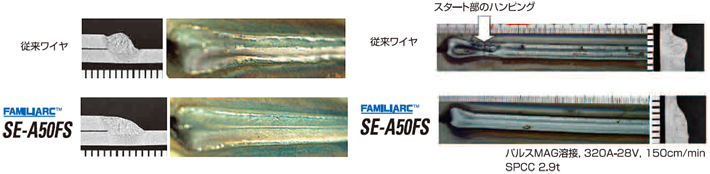
SEワイヤの外観
SE (Smooth & Ecology) ワイヤは従来のソリッドワイヤでは一般的であった銅めっきを廃し、代わりに特別な表面処理技術を施すことにより、画期的な特性を得ることに成功したソリッドワイヤです。
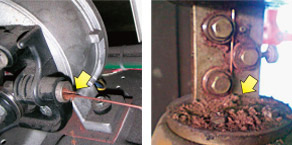
銅めっきワイヤ使用時のめっき屑の一例
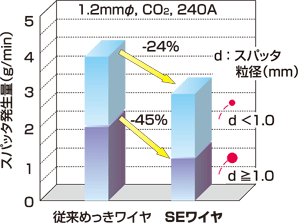
<スパッタ発生量の比較例>
| 銘柄 | 溶接方法 | 適合規格 | 鋼種、 板厚 |
化学成分(wt%) | 機械的性能 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | 降伏点 (MPa) |
引張 強さ (MPa) |
伸び (%) |
衝撃値 (J) |
||||
| CO2, MAG | JIS Z 3312 YGW12 |
炭素鋼管、 鋼板 (1~5mm) |
0.07 | 0.49 | 1.02 | 0.008 | 0.016 | 433 | 541 | 28 | 110 (0℃) |
|
| MAG, PulsedMAG | JIS Z 3312 YGW16 |
炭素鋼管、 鋼板 (1~5mm) |
0.06 | 0.62 |
1.27 | 0.010 | 0.015 | 460 | 559 | 28 | 120 (-20℃) |
|
| MAG, PulsedMAG | JIS Z 3312 YGW15 |
炭素鋼管、 鋼板 (3mm~) |
0.08 | 0.35 | 1.06 | 0.009 | 0.011 | 460 | 540 | 28 | 150 (-20℃) |
|
| MAG, PulsedMAG | JIS Z 3312 G49A0M0 |
炭素鋼管、 鋼板 (2~4mm) |
0.04 | 0.70 | 1.20 | 0.010 | 0.060※ | 430 | 530 | 31 | 90 (0℃) |
|
| MAG, PulsedMAG | JIS Z 3312 G49A2M16 |
耐食用 鋼管、 亜鉛めっき 鋼板 (1~4mm) |
0.08 | 0.60 | 1.01 | 0.010 | 0.004 | 440 | 540 | 31 | 150 (-20℃) |
|
※Sを従来より多く含んでいますが、耐高温割れ性は同等性能を確保した設計となっております。
| 溶接法 | 銘柄 | 推奨亜鉛 目付け量 |
耐気孔性 | 溶接速度 (cm/min) |
|
|---|---|---|---|---|---|
| CO2 | 汎用 | ~60g/m2 | △~○ | ~80 | |
| 亜鉛 めっき 専用 |
~100g/m2 | ○ | ~80 | ||
| パルスMAG | 汎用 | ~45g/m2 | △ | ~100 (水平) |
|
| 亜鉛 めっき 専用 |
~60g/m2 | ○ | |||
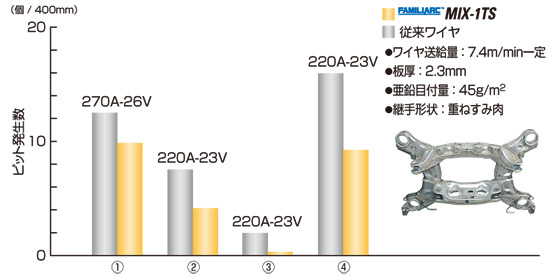
| ① | ② | ③ | ④ | |
|---|---|---|---|---|
| ルートギャップ(mm) | 0 | 0 | 1 | 0 |
| 溶接電源 | 定電圧 | パルス | ||
| 姿勢 | 水平 | 45°下進 | ||
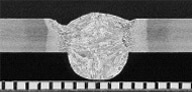
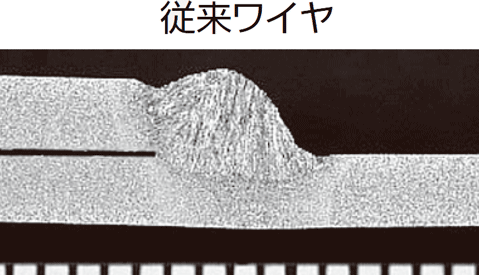
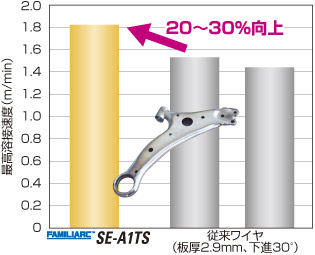
従来ワイヤ
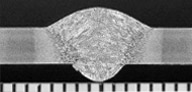
FAMILIARC™ MIX-1TS
突合せ溶接(板厚3.2mm、ギャップ1.0mmでの一例)
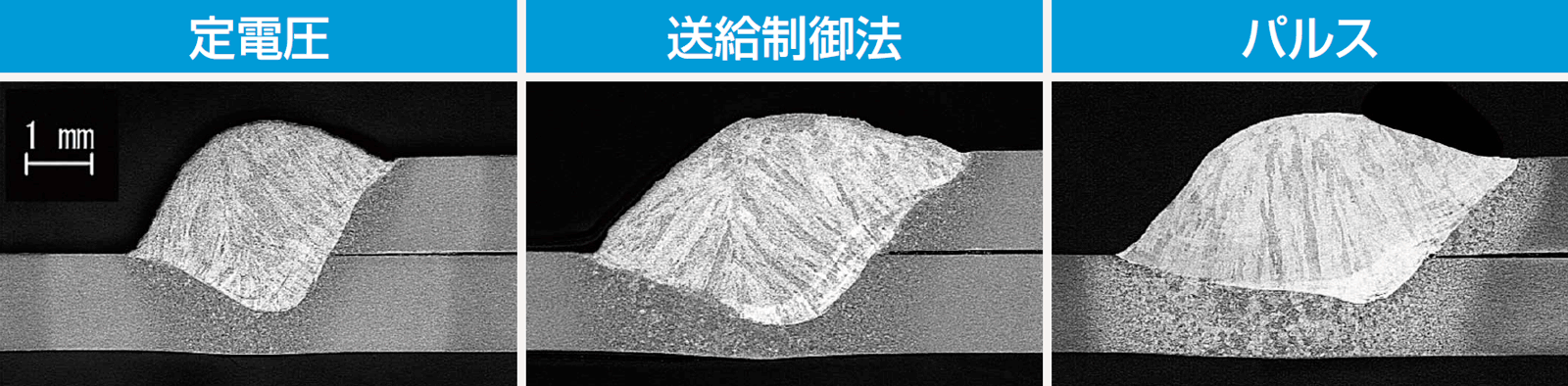
短絡溶接、ワイヤ送給制御型短絡溶接、パルス溶接など施工法に関わらず溶接可能
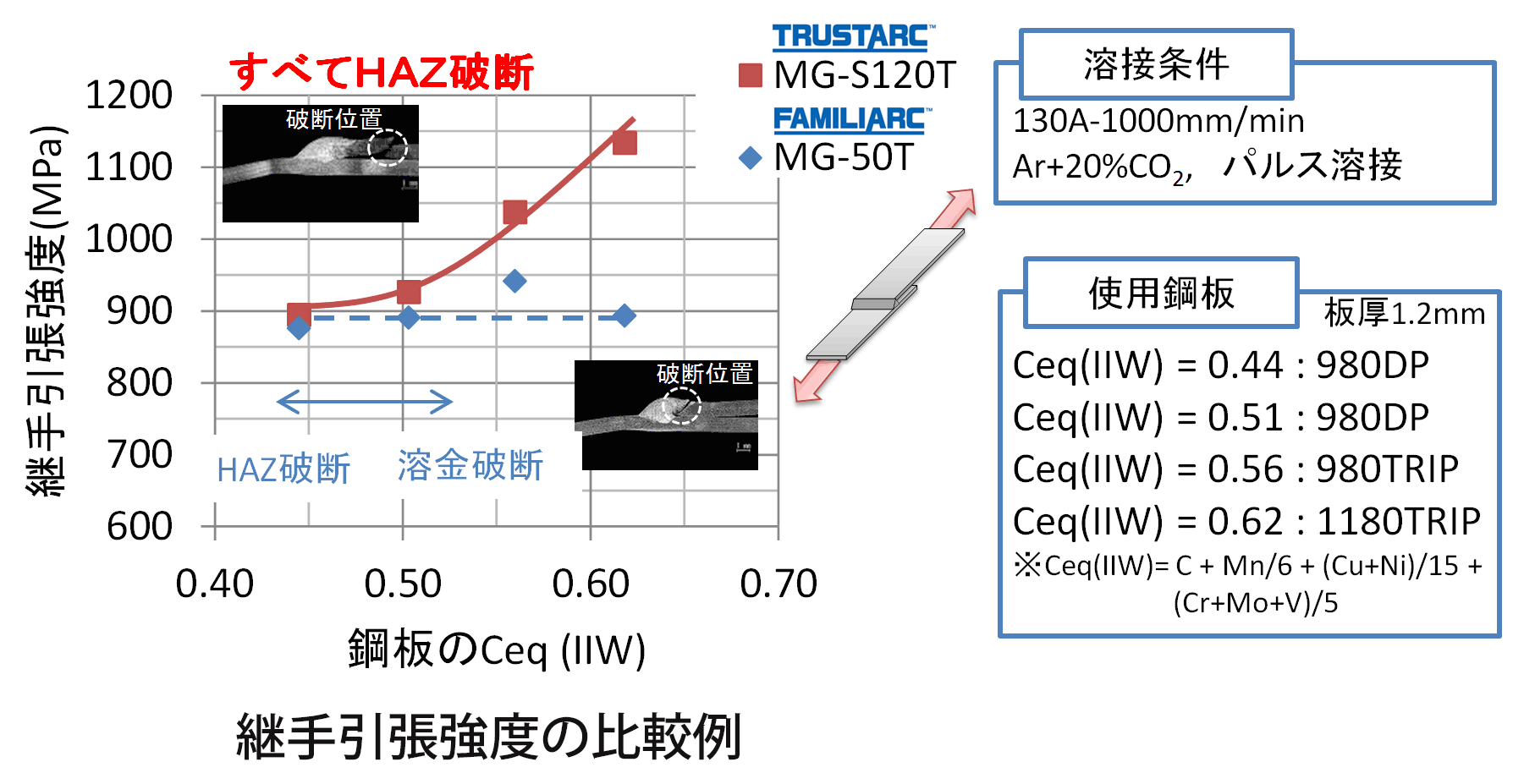
※シールドガス:Ar+20%CO2, 鋼板:980TRIP(2.0mm)
一般炭素鋼用溶接材料では対応困難な高強度鋼板においても、高強度な継手を形成
抵抗スポット溶接からの置き換えにより、ボディ部品の高強度化
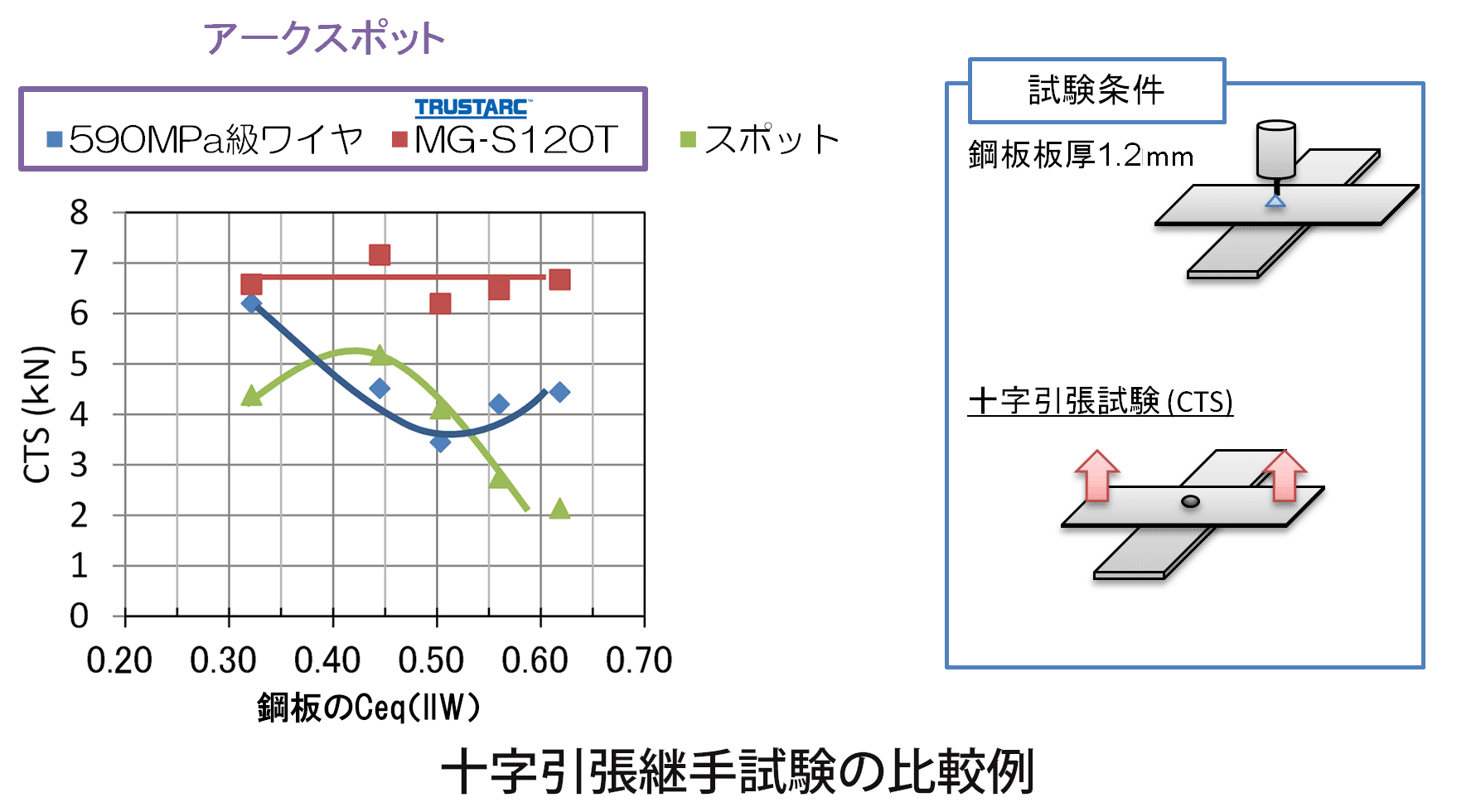
アークスポット溶接

溶接電流:210A
アークタイム:0.5sec
下板スポット径:4√t
抵抗スポット溶接
電流:4KA
加圧:440kgf
通電時間:15サイクル
ナゲット径:4√t
低水素溶接金属による耐遅れ破壊性向上
| 拡散性水素量(ml/100g) | |||
|---|---|---|---|
| 1 | 2 | 3 | Average |
| 1.8 | 1.7 | 1.5 | 1.7 |
※ 200A-300mm/min, 突出し長さ15mm (Ar + 20%CO2)
780~1180MPa炭素鋼
※鋼種によっては十分な強度が得られない可能性がありますので、事前確認を行ってください
該当規格:無